

化工实验室自动化反应釜
产品简介
反应釜是制药、轻工、树脂等化工类生产过程中的重要设备,操作以间歇式为主。由于反应釜被控对象繁多,如原料流量、反应温度、压力、pH值等,使得控制十分困难。基于此研发出一种能够实现自动运行、参数自定义设定、过程自动控制、结果自动储存和分析的智能化反应釜。它是先进信息技术和智能技术的集成和深度融合,通过集成控制实现对反应釜多参数、多目标的自动控制,包括对各种测量控制设备实时数据的自动采集,对实验配方、工艺条件或设备参数的自动设定和调节,对实验数据的自动挖掘、处理以及综合分析等,最大程度地减少人工操作对反应过程带来的影响。
产品组成
本产品为一体式结构,主要由反应釜、在线测量仪表、控制系统以及上位机监控系统构成。
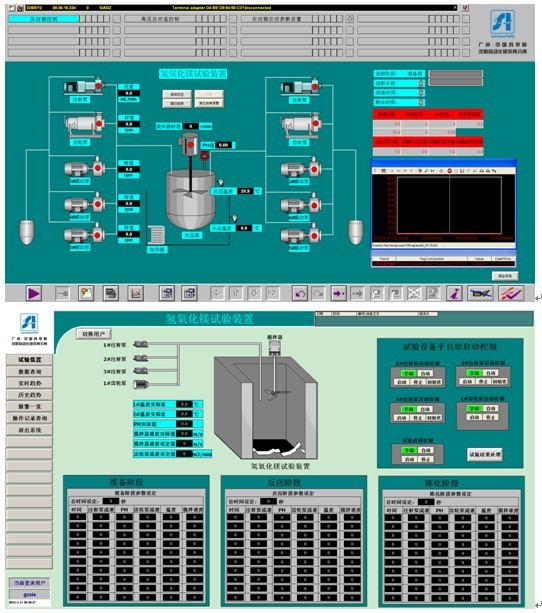
某实验室智能反应釜控制界面
产品功能
u 工艺流程自动运行:根据用户设定好的程序反应釜自动运行,运行状况及过程参数均在上位机系统即时显示,设备故障诊断与报警;
u 配方管理:提供配方管理模块,可自动保存已实验配方,同时可管理几十种配方,用户能够方便地调用、下载配方,使反应釜自动运行,有效控制配方传播范围和环节;
u 工序和配方灵活定制:用户能够根据实际工艺生产需要设定工序流程以及温度、压力、流量等工艺参数,灵活设定配方;
u 实验数据自动统计与分析:生产参数(包括投料批次、投料数量、反应温度曲线等)统计及打印,过程历史数据查询,根据用户定义的格式和需求自动生成实验报告;
u 工艺过程高精度控制:拥有先进控制算法库,根据温度、压力、浓度、pH值、液位、流量等被控对象特性,提供具有针对性的智能控制算法。
产品特点
Ø 采用先进控制算法,工艺参数控制精度高;
Ø 实验结果可再现性强,减少人为操作因素造成物料的损失和对实验结果造成的影响;
Ø 工艺全过程无人值守,自动化程度高;
Ø 用户通过系统软件可灵活定制工艺流程,直观性强;
Ø 设备与软件独立,可移植性强,兼容性好;
Ø 在设备控制界面上设定参数,操作便捷,安全可靠。
应用领域
制药和材料等精细化工行业。